New technology simplifies the manufacture of jet engines
When fabricating jet engine turbines, Wire EDM is often used, since the technology provides narrow cuts for precise and complex shapes. The flip side of the coin is that Wire EDM is a time-consuming manufacturing process, both setup time and processing. It is also a thermal manufacturing process which influence the properties of the material. Now that can be solved by using new and innovative waterjet cutting technology.
Fabricating turbines for jet engines are a time-consuming process that requires extreme precision. Since Wire EDM is recognized as a quite slow machining technology, an international jet engine supplier explored the possibility of reducing the manufacturing time of fixed turbine parts by replacing wire EDM with other processing technologies. The challenge was to find a technology that could meet the tough requirements.
Thermal cutting technology such as laser and fiber laser were tested but there was too much heat impact on the material, so laser cutting had to be rejected. Next step was to investigate waterjet technology as an option. The drop-shaped contours of the jet turbine required five-axis machining and at the same time a very narrow cut to handle small contours, sharp corners, small tolerances, with a fine cutting surface.
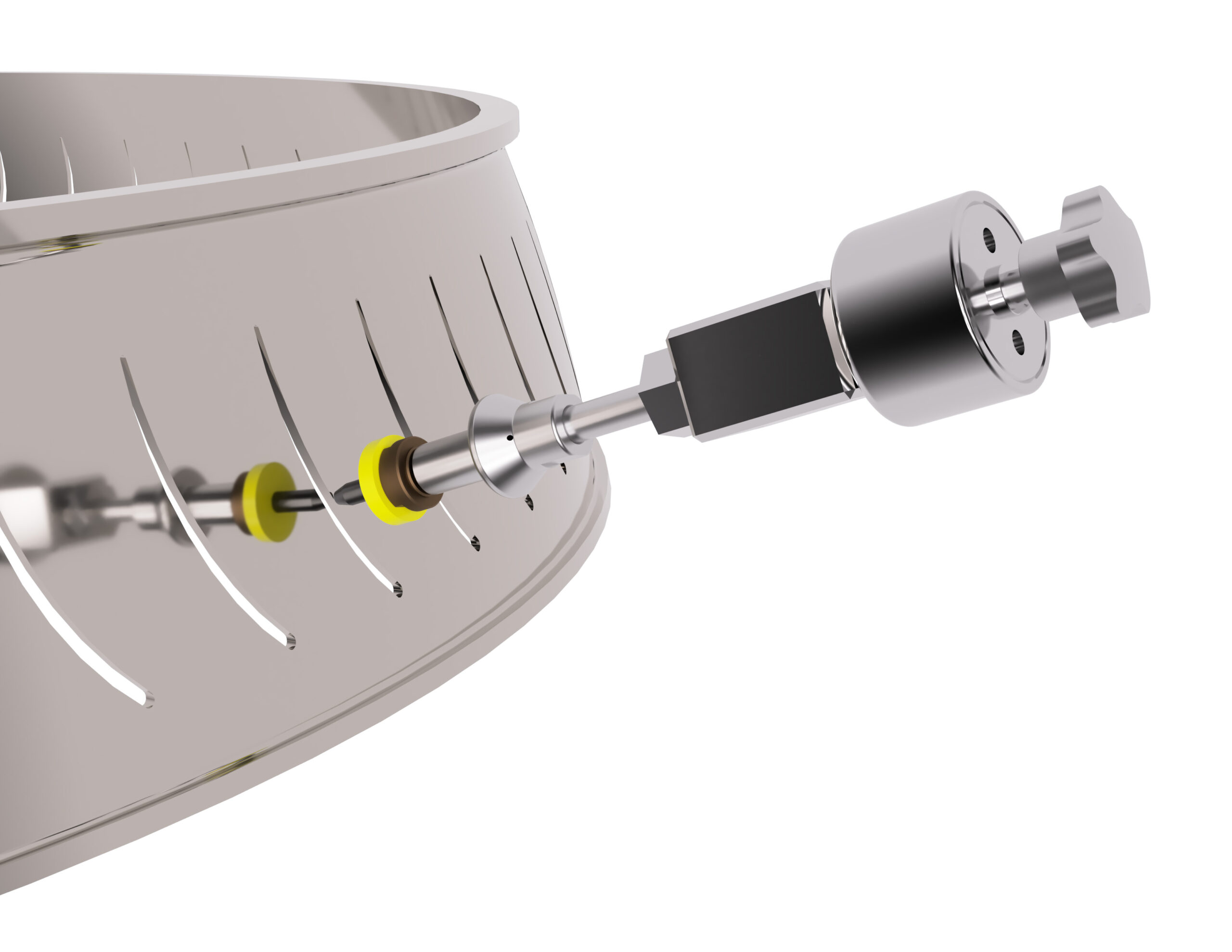
Traditional waterjet cutting was difficult to apply, but upon the discovery of the new FiveX Ultra from Water Jet Sweden, there was an opportunity. FiveX Ultra is a full 3D cutting machine (0-120˚ cutting) designed to manage high precision cutting assignment. Since FiveX Ultra can be equipped with a FAWJ Micro Cutting Tool it also manages extremely fine cuts down to 300 my, for precise and complex shapes.
After visiting the Water Jet Sweden Demo Center, in Ronneby Sweden the development of a new manufacturing routine for jet engine turbines began.
Parameters are defined to enable jet engine turbine production using waterjet technology
Waterjet cutting is a cold cutting process, so heat-affected zones are avoided the cutting surface is satin smooth. With the narrow cutting beam of the micro cutting tool, it could cut sufficiently sharp corners, but adjustments needed to be made to the slightly cone-shaped cutting beam, which is a characteristic of waterjet cutting. The TVL function (tapered angle control, variable speed and delay compensation) was finetuned to finally achieve an approved cutting profile.
The fact that it was not possible to make direct measurements of the parts was a challenge in the work process. Instead, interpreters are used to check the contour accuracy. In small steps, the process was gradually optimized to finally get the correct and precise profile.
– We have developed a process to optimize cutting parameters for turbine production, using a unique combination of our new 3D waterjet cutting machine and our FAWJ micro cutting tool, tells Tony Ryd, Co-founder and CTO at Water Jet Sweden.
There was time saving in several steps of the manufacturing process. Not only the cutting time improved. Setup time could be reduced to a minimum, with fixtures instead of time-consuming wiring, and a new auto calibration tool reduced the time from loading to production start significantly.
– Turbine manufacturers around the world who want to save time and money, are welcome to contact us. We have a unique solution combined with extensive experience of efficient waterjet machining for industrial use, Tony Ryd concludes.

FiveX Ultra with micro cutting head is unique frontline technology for advanced waterjet cutting

Fine tuning parameters in Water Jet Sweden Demo Center in Ronneby, Sweden